Wire Dog Cage Sample vs Production Consistency: 7 Common Differences That Derail B2B Orders
Wire dog cage sample and production consistency challenges cause quality issues when approved samples differ from bulk orders. You approved a perfect sample, but production arrived with weak welds and peeling coatings. This scenario plays out repeatedly across B2B pet product importing, destroying customer relationships and damaging brand reputation.
Wire dog cage sample and production consistency determines whether your sourcing investment succeeds or becomes a costly disaster. Consequently, understanding sample-to-production gaps protects your investment and customer relationships before problems escalate.
The Critical Gap Between Sample and Production
✓ Sample Reality
Perfect conditions, experienced workers, premium materials
✓ Production Reality
Mass production pressure, cost optimization, variable quality
Why Sample Quality Doesn’t Equal Production Reality
Wire dog cage sample and production consistency represents a fundamental misunderstanding in B2B sourcing. Many buyers assume approved samples guarantee identical production quality, but this assumption proves dangerous repeatedly.
| Sample Quality | Production Reality |
|---|---|
| Perfect welds from senior technicians | Variable weld quality from new operators |
| Q235 steel, 5mm wire gauge | Lower-grade steel, 4.2mm wire |
| 60μm coating thickness | 45μm coating, uneven application |
The Hidden Cost of Quality Inconsistency
Quality inconsistency between samples and production creates cascading financial consequences. The immediate impact involves product returns and replacement costs, but long-term damage extends beyond direct expenses.
Real-World Failure Case Study
A European Amazon seller lost $45,000 in returns and brand damage from quality inconsistency.
A European Amazon seller faced this reality when 400 out of 500 units from a bulk order failed customer expectations. The immediate cost included $12,000 in returns and $3,000 in shipping fees, but the hidden damage proved far more devastating.
Negative reviews accumulated rapidly, pushing their product rating from 4.7 stars to 2.1 stars within two months. Sales plummeted by 67% as customers switched to competitors. Amazon’s algorithm demoted their listing, reducing organic visibility by 80%.
| Impact Category | Immediate Loss | Long-Term Damage |
|---|---|---|
| Product Returns | $15,000 refund + shipping | 67% sales decline, customer churn |
| Quality Complaints | $30,000 service costs | 80% reduced organic reach |
| Supply Disruption | Expedited reorder costs | Lost market share |
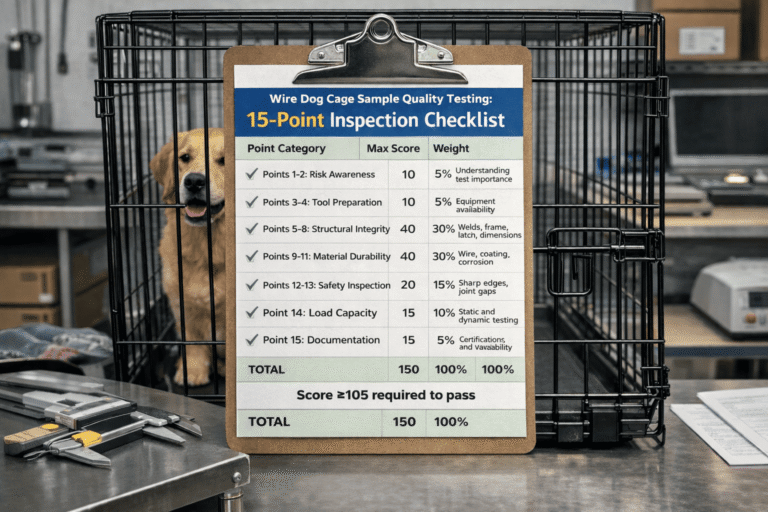
Apply the 15-point quality checklist to production units, not just samples. This systematic verification catches production-specific defects before they reach your customers. For more details on sample fees and ROI analysis, see our comprehensive sample fee guide.
Difference #1: Material Substitution and Wire Dog Cage Sample and Production Consistency
The most common production variance involves material changes from sample to bulk order. For guidance on sample fee structures, see our sample fees and ROI analysis. Suppliers specify high-quality materials for samples to win business, then substitute cheaper alternatives during mass production to improve margins.

Real-world example: A buyer received samples using 5mm steel wire claiming Q235 grade. Testing confirmed wire thickness and strength met specifications. However, the bulk order contained wire measuring only 4.2mm with lower-grade steel showing 25% reduced tensile strength.
This substitution represented intentional material cost reduction rather than production variation. The supplier assumed buyers wouldn’t detect the difference, especially when units arrived coated and assembled.
Detecting Material Substitution
Material substitution detection requires pre-ship testing rather than relying on visual inspection alone. Wire cage production involves multiple raw material inputs—steel wire grade, coating composition, welding materials, and hardware components—each representing potential substitution points.
Prevention Strategy: Include material specifications in your contract with explicit penalties for substitution. Request raw material batch documentation and require notification before any material changes.
Difference #2: Welding Quality and Wire Dog Cage Sample and Production Consistency
Welding represents the most critical structural element in wire cage construction. Sample units typically undergo welding by the factory’s most experienced technicians using optimal equipment settings, but production conditions often degrade.
| Welding Variation | Sample vs Production | Detection Method |
|---|---|---|
| Weld Size Inconsistency | Uniform 5mm welds vs 3.8-6.2mm production | Caliper measurement at 10+ locations |
| Weld Strength Reduction | 18kg sample pass vs 12-14kg production | Pull force dynamometer testing |
| Weld Position Shift | Precise sample alignment vs ±2mm drift | Template comparison and jig verification |
Understanding manufacturing processes helps identify which quality variations require correction versus acceptance. Wire dog cage sample and production consistency in welding requires pre-shipment verification rather than post-delivery correction. Effective sample vs production quality consistency management prevents costly manufacturing defects.
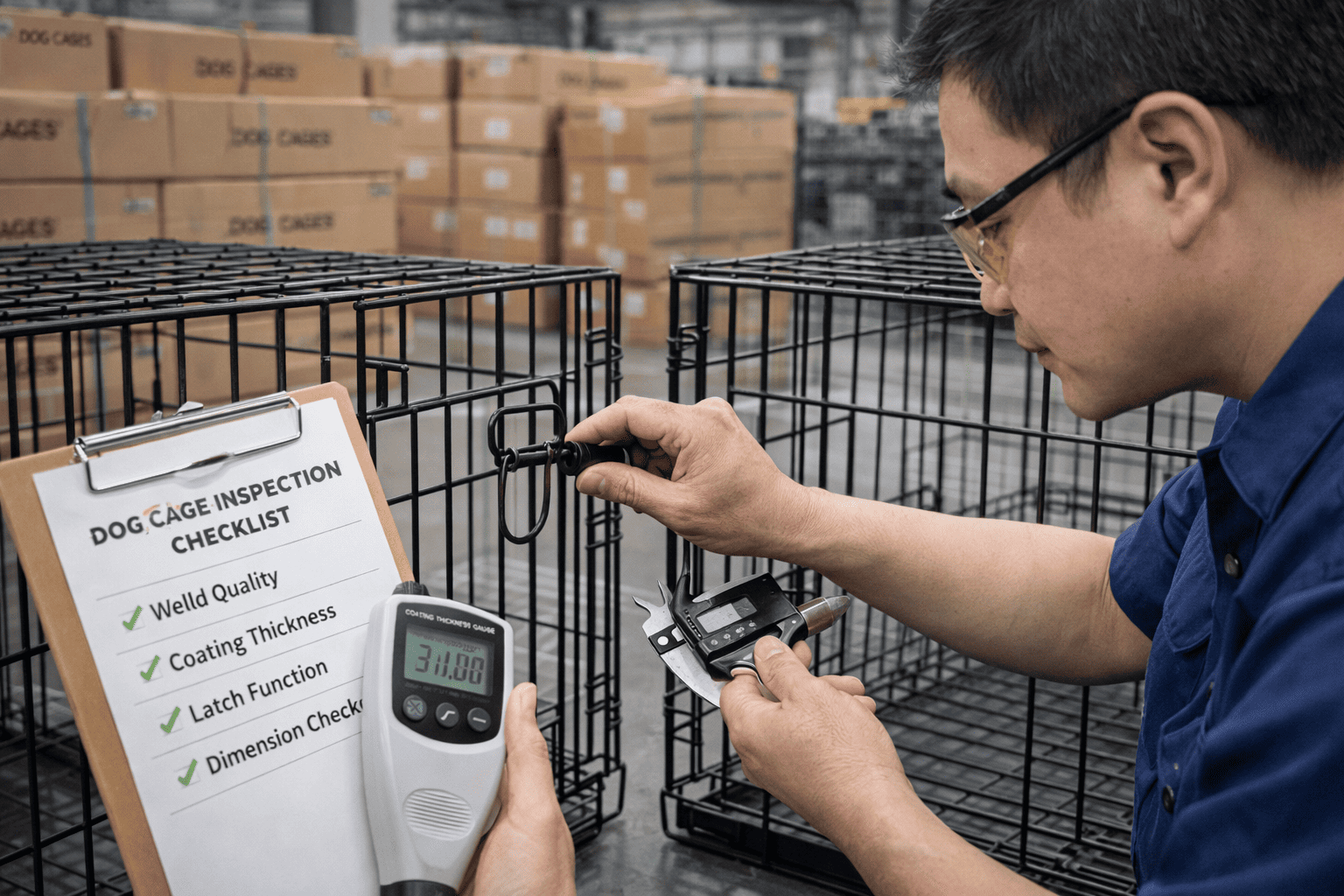
Difference #3: Coating Thickness Inconsistency
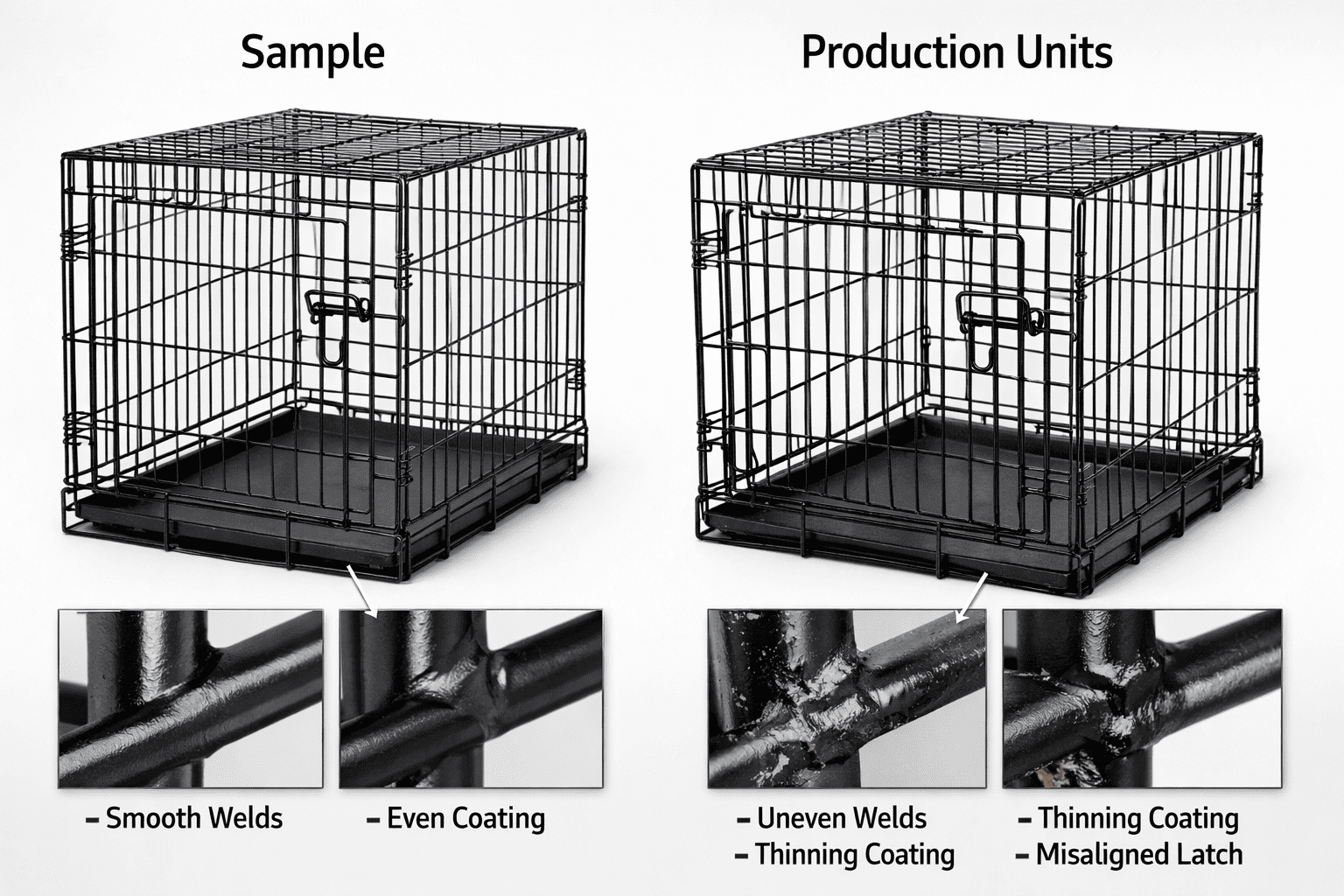
Surface coating provides corrosion resistance for wire cages, making thickness consistency critical for product lifespan. Sample units typically receive meticulous coating application with generous thickness, while production runs often experience thinning.
 Coating thickness inconsistency manifests through several failure modes. Early rust development occurs when production coating falls below the 60μm standard specified in samples, reducing outdoor lifespan from 5+ years to 12-18 months.
Coating thickness inconsistency manifests through several failure modes. Early rust development occurs when production coating falls below the 60μm standard specified in samples, reducing outdoor lifespan from 5+ years to 12-18 months.
Coating Consistency Verification Points
- Weld Junction Areas – Coating flow varies at weld points
- Frame Edges – Thinning occurs at sharp corners
- Cut Wire Ends – Coverage challenges at exposed ends
- Door Mechanisms – Moving parts require extra attention
- Bottom Panel – Wear-resistant coating critical
Critical Focus: Coating below 50μm risks rust within 6-12 months in normal humidity.
Detecting coating thickness variations requires specialized measurement tools. Magnetic coating thickness gauges provide non-destructive readings by measuring the distance between the gauge sensor and underlying steel surface.
Measure coating thickness at 15-20 random points across multiple production units. Pay special attention to complex weld areas where coating application challenges occur, as well as edges and corners where coating tends to thin.
Difference #4: Dimensional Tolerance Drift
Dimensional accuracy determines cage stackability, shipping efficiency, and customer satisfaction. Sample units maintain tight tolerances through careful fabrication, but production tolerance drift creates practical problems.
| Dimensional Type | Sample Standard | Acceptable Drift |
|---|---|---|
| Length/Width | Exact dimensions (±0.5mm) | ±2mm production variance |
| Diagonal Squareness | Perfect 90° corners | ≤3mm diagonal difference |
| Door Frame Alignment | Precise latch mechanism fit | ≤1mm misalignment tolerance |

Dimensional testing requires measuring multiple production units, not just comparing one unit against a sample. Measure at least 10 units from the first production batch for length, width, and height at three positions each—top, middle, and bottom.
Document dimensional measurements with photographs showing the measurement tool readings. This evidence supports supplier negotiations when dimensional drift exceeds acceptable limits.
Difference #5: Component Sourcing Switches
Wire cages involve multiple components beyond the main wire frame—door latches, hinges, trays, wheels, and connection hardware. Samples typically use premium components, while production often substitutes lower-cost alternatives.
Component verification requires functional testing beyond visual inspection. Test door latches on random production units by opening and closing mechanisms at least 100 times monitoring for stiffness, misalignment, or spring fatigue.
Request component material specifications from suppliers and verify that production components match approved sample materials. Reference ASTM International standards for pet containment component requirements.
Difference #6: Worker Skill Gap
The human element represents the most unpredictable factor in production consistency. Sample creation involves the factory’s most skilled workers with years of experience, while bulk production often utilizes newer or less skilled operators.
Quality Control Red Flags:
- Inconsistent weld quality between production units from same batch
- Dimensional drift exceeding ±2mm tolerance
- Assembly errors clustered at complex connection points
- Visual defects concentrated on specific production shifts
Detecting worker skill variations requires analyzing production quality patterns rather than single units. When quality varies significantly between units from the same production batch, inconsistent worker skill levels often contribute.
Look for patterns in defect locations. Skilled workers show consistent error patterns or random defects, while less experienced operators often cluster mistakes at complex assembly points like door frames or corner welds.
Working with standard crate programs from established manufacturers reduces worker skill variability. These programs feature consistent production teams with proven quality records.
Difference #7: Quality Control Oversight
Quality control represents the final gatekeeper between production and delivery. Sample units undergo rigorous inspection by quality specialists, while bulk production often experiences reduced oversight during high-volume runs.
| QC Element | Sample Process | Production Reality |
|---|---|---|
| Inspection Frequency | 100% units checked | 10-30% random sampling |
| Documentation | Detailed reports with photos | Generic summaries without data |
| Testing Methods | Destructive + non-destructive tests | Visual inspection only |

Verifying production quality control effectiveness requires requesting and reviewing inspection reports. Ask suppliers for their in-process quality control procedures and documentation from your specific production run.
Engage third-party inspection services for production verification when order volumes justify the investment. SGS Pet Product Testing provides independent quality verification for bulk orders.
5-Step Wire Dog Cage Sample and Production Consistency Verification Framework
Systematic wire dog cage sample and production consistency verification requires a structured approach covering pre-approval, production monitoring, and final verification. Implement this framework to protect your investment.
Step 1: Production Sample Request
Production samples differ from pre-production prototypes. Request the first 10 units from the actual production line rather than relying on initial samples created under laboratory conditions.
These production samples reveal real-world manufacturing conditions using actual workers, equipment, and materials. Test these units thoroughly against your approved sample specifications for all quality dimensions.
Document any discrepancies immediately and request correction before full production continues. Production sample approval represents your primary quality gate before committing to full order quantities.
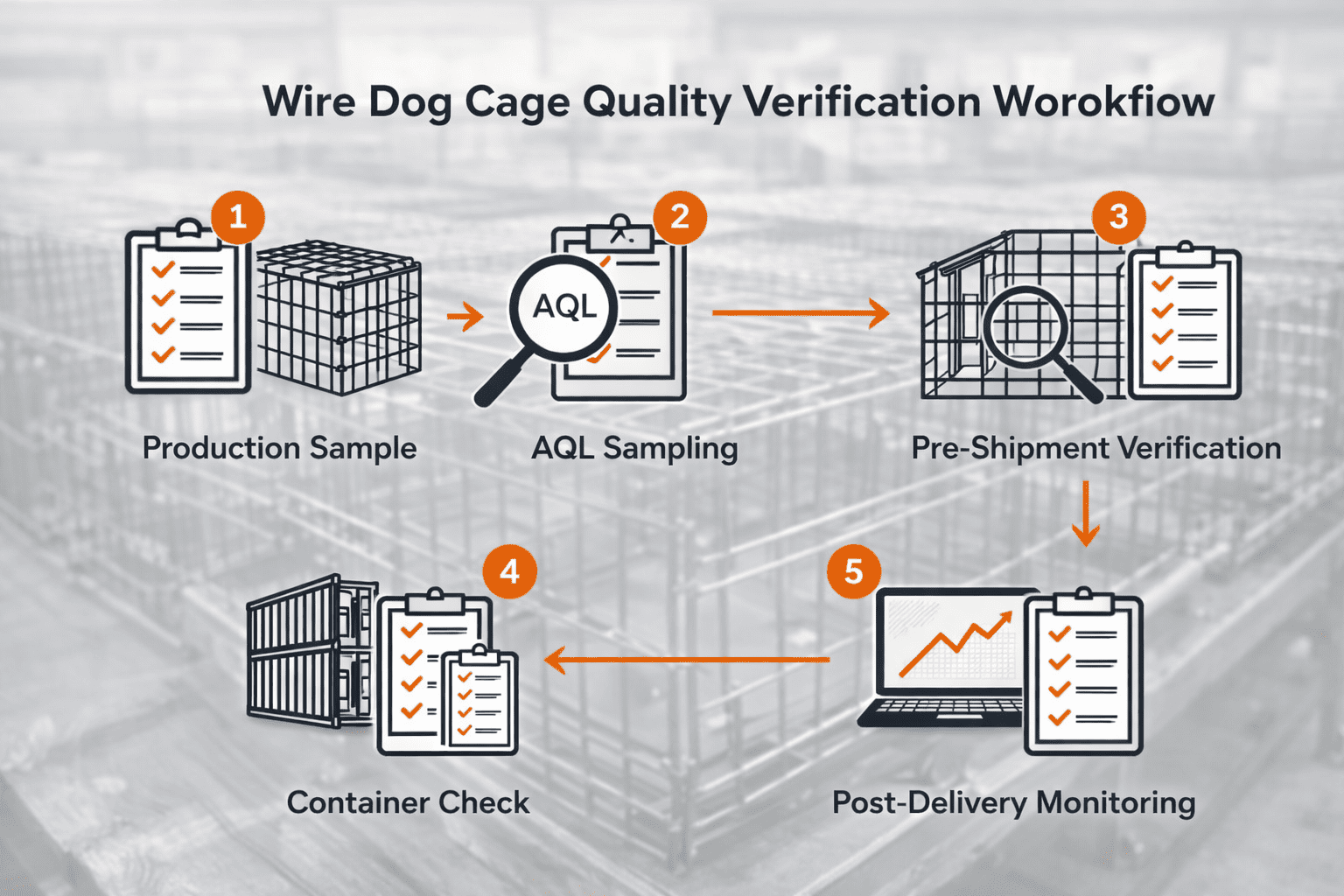
Step 2: AQL Sampling Inspection
AQL Sampling Reference Guide
| Order Size | Sample Size | Acceptance Limit (AQL 2.5) |
|---|---|---|
| 281-500 units | 50 units | 3 defects or fewer |
| 501-1,200 units | 80 units | 5 defects or fewer |
| 1,201-3,200 units | 125 units | 7 defects or fewer |
Acceptable Quality Level (AQL) sampling provides statistical quality control during production. AQL standards define sampling quantities and acceptance criteria based on order volume.
For typical B2B orders of 500-2,000 units, AQL 2.5 standard requires inspecting 50-80 random units with acceptance limits of 3-5 defects. This statistical approach catches quality trends rather than individual issues.
Step 3: Pre-Shipment Verification
Pre-shipment inspection represents your final quality gate before goods leave the factory. Engage third-party inspection services or perform in-person verification when order volumes justify the investment.
Pre-shipment inspection should cover all critical quality dimensions: material specifications, welding quality, coating thickness, dimensional accuracy, component function, and packaging integrity.
Review our blog for detailed inspection methodologies and quality control frameworks. Before production begins, verify supplier capabilities with our comprehensive factory audit checklist covering equipment, personnel, and quality systems.
Step 4: Container Random Check
Container random checks verify that packaged units match inspection quality. Request that the supplier open sealed cartons from randomly selected containers for final verification before shipping.
This check catches packaging substitutions where higher-quality units replaced inspected units. Open 3-5 cartons from different container locations and verify contents match pre-shipment inspection results.
Document container random check results with photos showing carton labels, open cartons, and product contents. This documentation creates final quality records supporting your acceptance decision.
Step 5: Post-Delivery Monitoring
Quality monitoring continues after delivery through customer feedback and performance tracking. Establish systems to collect quality data from customers, including returns, complaints, and usage feedback.
Track quality metrics over the first 90 days after delivery. This period reveals production defects that may not surface during initial inspection but appear after customer use.
Analyze quality trends across multiple orders. Consistent quality issues at the same production points indicate systemic problems requiring supplier process improvements rather than isolated incidents.
Contractual Protections for Quality
Quality consistency verification requires legal protections beyond testing alone. Incorporate specific clauses into your supplier contracts addressing sample-to-production consistency.
Essential Contract Clauses
- Material Specification Compliance – Materials must match sample specifications
- Dimensional Tolerance Limits – Specific ± tolerances for all dimensions
- Quality Control Requirements – AQL standards and inspection protocols
- Defect Response Obligations – Supplier responsibility for quality issues
- Third-Party Inspection Rights – Right to engage independent inspectors
Legal Enforcement: Contract provisions provide leverage beyond goodwill negotiations.
Include specific penalty provisions for quality failures exceeding agreed thresholds. These penalties create financial incentives for suppliers to maintain consistency between samples and production.
Quality penalty clauses should specify acceptance criteria clearly. Define measurement methods, tolerance limits, and inspection protocols to avoid disputes over interpretation.
Consult legal professionals when drafting contract clauses. Intertek Pet Products testing services provide third-party verification supporting contract enforcement.
Conclusion
Wire dog cage sample and production consistency represents the most critical quality management challenge in B2B sourcing. Understanding the seven common differences—material substitution, welding variations, coating inconsistency, dimensional drift, component switching, worker skill gaps, and quality control oversight—enables proactive quality protection.
Implementing the 5-step verification framework provides systematic quality control from production sample approval through post-delivery monitoring. This structured approach catches production-specific issues before they become customer complaints.
Contractual protections create legal leverage beyond relationship-based quality expectations. Quality penalty clauses and specification compliance requirements enforce consistency between samples and production.
Wire dog cage sample and production consistency verification transforms procurement from trust-based sourcing to data-driven quality management. Instead of assuming approved samples guarantee production quality, systematic verification ensures production meets approved standards. Robust production quality verification processes establish the foundation for successful B2B wire cage sourcing operations. For effective supplier negotiations, apply these negotiation tactics for consistency verification.
Protect your investment through proactive wire dog cage sample and production consistency verification. Quality testing and contractual safeguards prevent average losses of $15,000-50,000 from bulk order failures.
Ready to eliminate sample-to-production quality gaps in your sourcing process? Contact us through our inquiry page for comprehensive quality consultation, production sample verification, or third-party inspection coordination. For systematic guidance on selecting manufacturers who ensure production consistency, read our guide on choosing wire dog cage manufacturers for B2B buyers.
Frequently Asked Questions
How do I ensure production quality consistency?
Implement a systematic quality verification framework covering production sample approval, AQL sampling during production, pre-shipment inspection, container random checks, and post-delivery monitoring. Include specific material specifications, dimensional tolerances, and quality control requirements in your supplier contracts.
Why do wire dog cage samples differ from production?
Samples are created under ideal conditions using experienced workers, premium materials, and meticulous quality control. Production faces cost pressures, tighter deadlines, variable worker skill levels, and reduced oversight, leading to material substitution, welding variations, coating inconsistency, dimensional drift, component switching, and quality control oversights.
What risks exist between wire dog cage sample and production consistency?
Risks include material cost reduction through substitution, reduced welding strength compromising structural integrity, premature rust from thin coatings, dimensional tolerance affecting stackability and fit, premature component failure, inconsistent quality from worker skill gaps, and overlooked defects from reduced quality control oversight. These risks typically cause $15,000-50,000 in losses per failed order.
What are common quality problems in wire cage manufacturing?
Common problems include weld defects (spatter, incomplete penetration, porosity), coating issues (uneven thickness, rust spots, peeling), dimensional inaccuracies (tolerance drift, misalignment), component failures (latch breakage, hinge binding), material substitution (lower-grade steel, thinner wire), and assembly errors (misaligned parts, missing hardware).
How to implement quality control systems for wire dog cages?
Establish documented quality control procedures covering raw material verification, in-process welding inspection, coating thickness measurement, dimensional tolerance checks, component functional testing, and final product inspection. Use AQL sampling standards, engage third-party inspection services, maintain detailed quality records, and implement supplier quality scorecards for continuous improvement.
External References
External References: QualityInspection.org | AQI Service Blog | ASTM International | SGS Pet Product Testing | Intertek Pet Products